
儅僔僯儞僌僙儞僞偑変偑幮偵偒偰偐傜憗擇擭丄嵟嬤偱偼傔偭偒傝壱摥棪偑棊偪崬傫偱偄傞丅
偦偺尨場偼側傫偩傠偆丠傕偪傠傫丄巇帠検偺彮側偝傕偁傝傑偡偑丄斈梡僼儔僀僗斦亄娙堈NC偑偮偄偨
戝嶃婡岺偺傜偔傜偔儈儖偑偁傞偐傜側偺偱偡丅
扨昳壛岺偼傜偔傜偔儈儖傪巊偭偨朄偑妝側偺偱偡丅
晹昳屄悢偑侾侽屄埲壓偱丄堦抜庢傝偱壛岺偟側偔偰偄偄傕偺丄傑偨偼屄悢侾屄偺,
堦斒揑側晹昳壛岺側傜埿椡傪敪婗偟傑偡丅
傜偔傜偔儈儖偼寛傑偭偨愗嶍僷僞乕儞丄偨偲偊偽墌屖丄挿寠丄巐妏寠丄側偳偑偁傝,
偳偺壛岺傕恘暔偺摦偒偑丄幚偵偡偽傜偟偄偱偡丅
乽偙偺僷僞乕儞傑偹偱偒側偄偐側偀丅乿
偲擔偛傠偐傜巚偭偰偄偨偲偙傠,俀廡娫傎偳巹偑壛岺偡傞巇帠偑
側偔側偭偨偺偱丄乮巇帠偑側偄偙偲偼戝栤戣偱偡偑丅乯
僇僗僞儉儅僋儘傪嶌偭偰傒傛偆偲巚偄嶌傞偙偲偵偟傑偟偨丅
傢偑幮偺儅僔僯儞僌僙儞僞偼丄傑偨傑偨戝嶃婡岺偺丄VM俆偲偄偆傗偮偱NC憰抲偼僼傽僫僢僋偺侾俇i偱偡丅
抣抜偼埨偔偰崉惈偼偁傝丄崱傑偱僩儔僽儖傕側偔埨掕偟偨婡夿側偺偱偡偑丄
梋暘側婡擻傪徣偒僐僗僩傪壓偘偰偄傞傜偟偔丄NC偺婡擻偼僆僾僔儑儞偱曗嫮偟側偗傟偽側傜側偄傕偺偱丄
変偑幮傕桾暉偱側偄偐傜愡栺丠偟偰丄墌屖丄挿寠丄摍偺僷僞乕儞傪攦傢側偐偭偨偺偱偡丅
偪側傒偵僇僗僞儉儅僋儘傕僆僾僔儑儞偱偡偑偄偢傟僷僞乕儞傪嶌傠偆偲巚偄峸擖丅偟偐偟丄峸擖屻丄悢儢寧偑偨偪丄
乽傕偆彮偟妝偵側傜側偄偐側偀乿偲巚偄丅昹徏崌摨偺僫僗僇俀D丄CAD丄CAM傪峸擖偟傑偟偨丅乮CAM偵嫽枴偑偁偭偨偺偱乯
偗傟偳傕丄堦斒揑側壛岺偺応崌丄CAD丄CAM巊偆傛傝僷僜僐儞偵僾儘僌儔儉傪庤偱擖椡偟偨曽偑憗偔偰婜懸偝傟偨傎偳岠壥偑側偐偭偨丅
乮拲丂暋嶨側俀師尦偺壛岺偺応崌偼僫僗僇俀D偼埿椡傪敪婗偟傑偡丅幚嵺偵彆偗傜傟偨偙偲偁傝傑偡丅
偨偩変偑幮偺巇帠撪梕偑偳偪傜偐偲偄偆偲懡抜庢傝偺慁斦亄僼儔僀僗巇帠偑偍偍偄偐傜丄堦柺偺壛岺悢偑彮側偄
偺偱偡丅偦傟偲傎偲傫偳偑恾柺偱拲暥偑棃傞偺偱丄CAD恾傕帺暘偱彂偐側偄偲側傜側偄偺偱偡丅乯
堦擭慜偖傜偄傑偱偼偦傟偱傕丄傑偲傑偭偨悢偺巇帠乮俀侽屄偐傜侾侽侽屄乯偼偁偭偨偗偳嫀擭偺廐偖傜偄偐傜偼丄
偳偙偐乮拞崙偐側丠乯偵偄偭偰偟傑偄丄偄傑偼帋嶌偐廋棟丄摿偵廋棟巇帠偑懡偔側偭偰偒傑偟偨丅
偄偢傟偵偣傛丄僷僞乕儞嶌偭偰儅僔僯儞僌僙儞僞傪傕偆偪偭偲偆偛偐偝側偔偪傖両

庤巒傔偵側偵偵偟傛偆偐丠偲峫偊偰丄僐乕僫乕俠柺偺僷僞乕儞偱傕嶌傠偆偲巚偄偨偪惂嶌偵偼偄傝傑偟偨丅
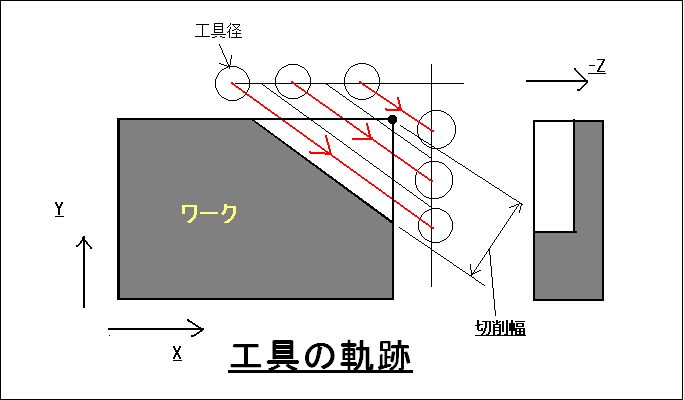
昁偢僟僂儞僇僢僩偵側傞丅 峳嶍傝偺帪丄岺嬶宎傛傝愗嶍暆偑峀偄偲偒孞傝曉偟捛偄崬傫偱偄偔丅 峳嶍傝偺帪丄愗傝崬傒夞悢傪巜掕偱偒傞丅 巇忋偘偼捛偄崬傒柍偟壛岺怺偝侾夞偱偺壛岺偵側傞丅
G65P8015X_Y_B_C_I_J_F_H_Q_T_M_;
傪巊偄傑偡丅 儅僋儘暥偵姷傟偰偄傞恖偼傢偐傞偲巚偄傑偡偑,僼傽僫僢僋偺応崌仈仏仏偑儅僋儘曄悢偱偡丅 崱夞偼忋婰偺傛偆側堷悢傪巊偄傑偡丅
僼傽僫僢僋偺応崌丄偨偟偐仈侾偐傜仈俁俁偵堷悢偑巜掕偝傟偰偄偨偲巚偄傑偡丅
仈侾侽侽偐傜仈侾係俋傑偱偑揹尮傪愗傞偲僋儕傾偡傞曄悢偱偡丅
巹偺応崌丄寁嶼偼仈侾侽侽偐傜仈侾係俋傪巊偄傑偡丅暿偵仈侾偐傜仈俁俁
偱堷悢偲偟偰巊偭偰側偄曄悢偼偮偐偊傑偡偑丄嬫暿偟偨偐偭偨偺偱偦偆偟傑偡丅
傜偔傜偔儈儖偺僷僞乕儞傪栚昗偵傗偭偰傞偣偄側偺偐丄傑偨偼丄巊偄彑庤偑偄偄偐傜側偺偐偡偛偔偙偙傑偱偵偰偄傞偐側丠
偱傕傜偔傜偔儈儖偺僷僞乕儞偼偙偺儅僋儘偺摦偒偵傾僢僾僇僢僩偲僟僂儞僇僢僩偺巜掕偑偱偒傞偺偱偡丅

偙偙偐傜丄儅僔僯儞僌僙儞僞傪摦偐偡偨傔偺嵗昗抣偺寁嶼幃傪嶌傝傑偡丅
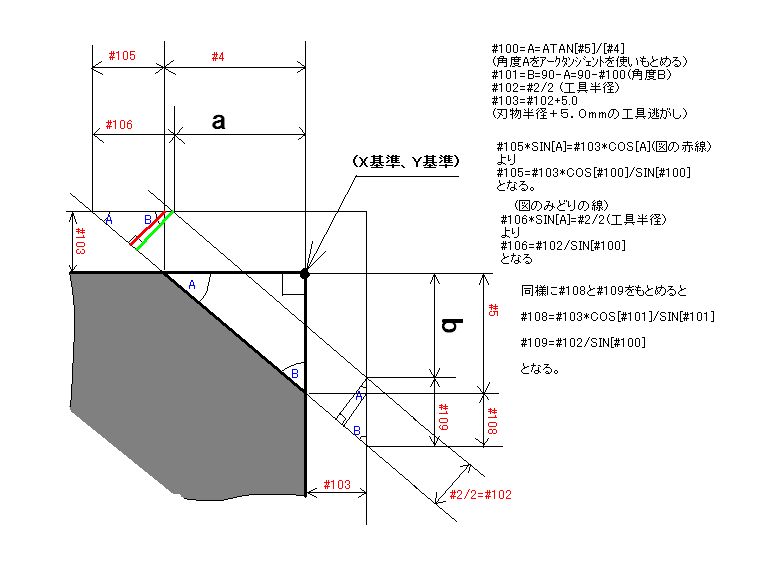
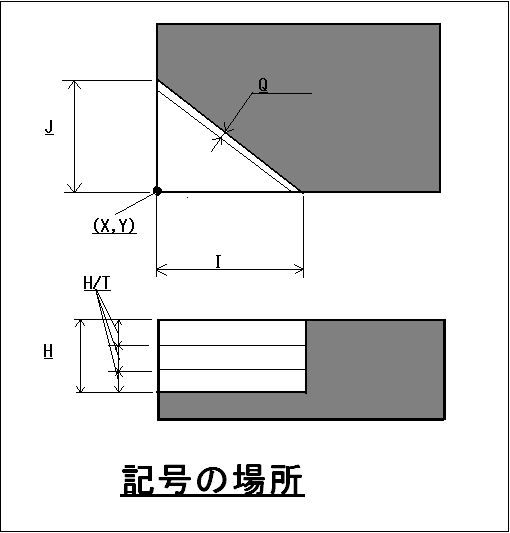
忋偺恾偼壗傪偟偨偄偺偐偲偄偆偲I=#4偺悢抣偲J=#5偺悢抣偐傜
a偲b偺悺朄傪弌偡偙偲傪傗偭偰偄傑偡丅
a偲b偺悺朄傪弌偡偙偲偵傛傝巇忋偘偺岺嬶拞怱嵗昗偑傢偐傝傑偡丅
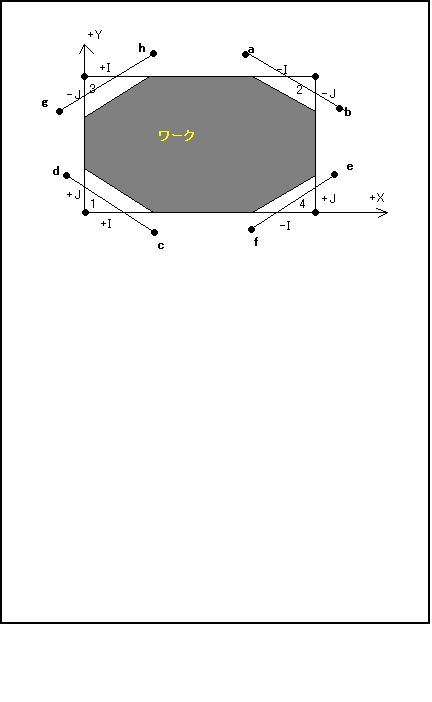 I,J傛傝a,b傪傕偲傔傞帪偵卑咐菁蕺菽傪巊偭偰偄傞丅
偙傟偵傛傝i,j偑摨偠晞崋偺帪偼亄丄堘偆晞崌偺帪偼乕丄偲側傞丅
1.+I,+J 2.-I,-J 3 +I-J 4-I+J
偵抣傪擖傟偰傒偰寁嶼偟偰傒偨傜悢抣偼摨偠偱晞崋偑曄傢傞偩偗偩偭偨偺偱丄
屻乆晞崋偱崿棎偡傞偺傪旔偗傞偨傔偵
I,J傪嵟弶偵愨懳抣偵偟偰偍偔偙偲偵偟傑偟偨丅
I,J傛傝a,b傪傕偲傔傞帪偵卑咐菁蕺菽傪巊偭偰偄傞丅
偙傟偵傛傝i,j偑摨偠晞崋偺帪偼亄丄堘偆晞崌偺帪偼乕丄偲側傞丅
1.+I,+J 2.-I,-J 3 +I-J 4-I+J
偵抣傪擖傟偰傒偰寁嶼偟偰傒偨傜悢抣偼摨偠偱晞崋偑曄傢傞偩偗偩偭偨偺偱丄
屻乆晞崋偱崿棎偡傞偺傪旔偗傞偨傔偵
I,J傪嵟弶偵愨懳抣偵偟偰偍偔偙偲偵偟傑偟偨丅
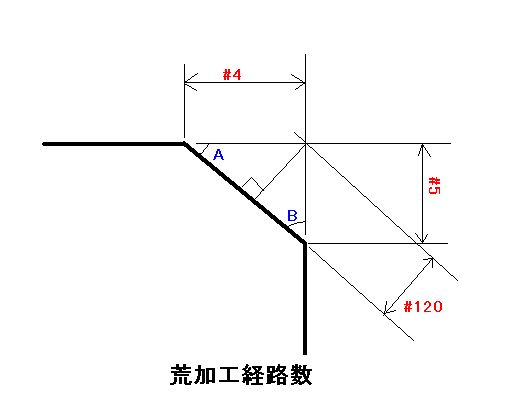 峳壛岺偺帪丄岺嬶捈宎偑愗嶍暆乮仈侾俀侽乯傛傝彫偝偄偲偒孞傝曉偟捛偄崬傒傪
偡傞偨傔偺夞悢傪弌偟傑偡丅
峳壛岺偺帪丄岺嬶捈宎偑愗嶍暆乮仈侾俀侽乯傛傝彫偝偄偲偒孞傝曉偟捛偄崬傒傪
偡傞偨傔偺夞悢傪弌偟傑偡丅
峳嶍傝嵗昗偺幃傪嶌傞
(+X-Y)
#130=#117
#131=#114+#109*#123
#132=#115-#106*#123
#133=#112
(+X+Y)
#130=#115-#106*#123
#131=#116
#132=#117
#133=#118-#109*#123
(-X-Y)
#130=#111+#106*#123
#131=#112
#132=#113
#133=#114+#109*#123
(-X+Y)
#130=#113
#131=#118-#109*#123
#132=#111+#106*#123
#133=#116
Z曽岦偺愗傝崬傒夞悢傪弌偡偨傔偵#125=#11/#20偲偟傑偡偙傟偼乮壛岺怺偝亐壛岺夞悢乯偱
壛岺夞悢侾夞偁偨傝偺倸偺愗傝崬傒検傪帵偡傕偺偱偡丅
偙傟傕孞傝曉偟偺僇僂儞僩偺偨傔偵#126=#125偲偟偰#126偱峳壛岺夞悢傪妋擣偟偰偄傞丅

