こちらのページでは3Dコピアを使ったジグ製作で次々に襲って来た(笑)トラブルについて紹介したいと思います。
型取りの時にはさほど苦労はしなかったんですが、鋳込み作業においてはもう大変!一時はBBSがチャット状態(笑)になってしまったほど。
先輩方々にアドバイスを求めまくった苦悩の日々の記録です・・・。(オーバーな)
1.アバタ問題
|
|
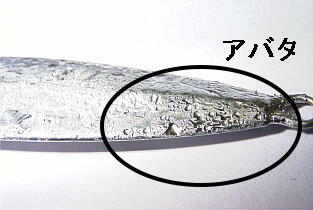
コピアを使って鋳込み始めて最初に襲って来たのが”アバタ現象”。ジグの表面が月面 クレーターの様に穴だらけになってしましました。 まず考えられたのがコピアから出るガス。現に1発目を鋳込む際には白い煙と共に ゴムが焼ける匂いがしたので「コイツが犯人や!」と思いました。 離型剤として使用したグリスが原因?とも考えましたが何本鋳込んでも解消されず かなりの温度まで型が温まっている事からグリスの成分は飛んでしまったと思われた ので原因は他にあるハズ・・・。 |
 |
考えてみると型を縦型にしたのは今回が始めて。石膏時代には横型でやっていたので すが、鉛の周りが悪くジグの上部に空間が出来てしまうのです。 これを解消しようと縦型にしたのですがこれがアバタの原因ではないかと思われました。 (写真はツルジグレプリカ) |
|
|
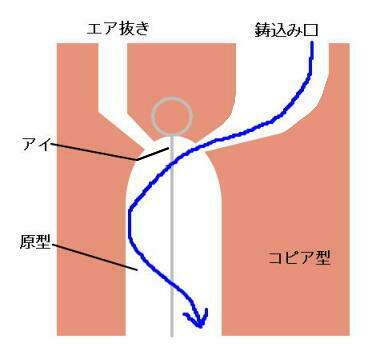
何個か鋳込んでいると鉛が型の中へ流れ込んで行く際に”コポコポ”と音がしている のが聞こえてきました。 「んん?ポットにお湯入れとるみたいな音がしよる。」 考えられたのが型の中で鉛が流れ落ちるルートが図の様に流れているという事。 |
|
|
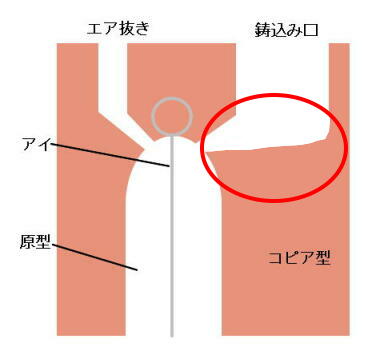
「そりゃ泡立つハズやわな。」 そこで鋳込み口を緩やかにするために袋状態にしてみました。これなら袋部分で鉛の 流速が落ちゆっくりと型に流れて行くと考えたからです。 しかし鋳込み口を袋状にしたくらいでは流れは変わっていないようでした。 |
|
|
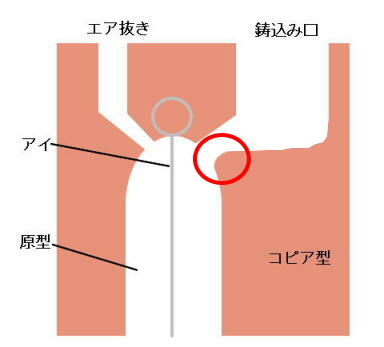
それなら図の部分を丸くしてみたらどうか? 一応の成果が出てアバタの出てくる確率もかなり下げる事が出来ましたが歩留まりは 依然として良くありません。他に何が考えられるのでしょう・・・。 |
 |
次にやってみたのが鋳込む際に型を傾けるという方法。型の一方の壁を沿うような イメージで可能な限り細く糸状にした鉛をゆっくりと流し込んでいくという方法。 これが大成功!アバタはほとんど見られず鉛の周りも100%!これで完璧やぁ〜! |
2.爆発(?)問題
|
これは一度だけあった事ですが、1oz程度のジグを鋳込んでいた時の事でした。コピアで作った型に鉛を流し込んでいると、突然”ボン!”と 音がして型の隙間から鉛があふれ出してきました。あわてて足を引っ込めたので火傷はしなかったんですがしばしボウ然。冷静になって考えた トコロ以下の点が考えられました。 1.型の厚みを十分とってあったのでバイスなどで固定せず紙ガムテープで固定していた。 2.内部圧力に耐えられず型が離れてしまった。 3.鋳込み口に対してエア抜き穴が細すぎた。 4.流し込むスピードが速すぎた。 |
結論としてコピア型を使って鋳込む際の注意点は以下の点であると思います。
|
1.型は十分余熱して鉛の硬化を遅らせる。 2.出来上がったばかりの型は表面の離型剤とガス抜きの為、アイ無しで2〜3本鋳込んで様子をみる。 3.型を傾けて流し込むのなら鋳込み口を袋状にするより初期タイプの方が良い。 4.型は鋳込み口を下側にして傾けた状態で流し込み、鋳込み口に鉛が見えてきてからまっすぐ立てる。 5.続けて鋳込む際は型が伸びる事を想定してアイを作成する。5本程度連続して鋳込むと2mmくらい伸びる。 6.鋳込む際は鉛を可能な限り細い糸状にしてゆっくり流し込む。 7.鉛の不純物は取り除いておいた方がやっぱ出来上がりはキレイ。 8.鉛を溶かす鍋は注ぎ口も十分暖める。 9.鋳込むジグが小さい程流し込むスピードはゆっくりとやる。もしくはエア抜きを太めにとる。 10.鉛を鋳込んだ時の内部圧力は考えているより強い。必ず型は板等で挟んでバイスで固定する。 |
とまぁこんなトコロだと思いますがこのページを読まれて「そらぁちゃぁうんちゃう?(笑)」と思われた皆さん、どしどしご意見のほどよろしく
お願いしまっす!
![]()
![]()