
K6Aエンジン・メカチューン 2
6ページ目
今回から、ヘッド加工編に入ります。
まずは、取り外した状態のヘッドです。
ガスケットの跡もあるし、カーボンも付着していますね。
これでも、キャブクリーナーと歯ブラシで少し磨いたんですけどね〜。
ヘッドを加工に出す前に、燃焼室の荒削りと、ポート研磨を行いましょう。
なぜかと言うと、ヘッドを加工に出した後に自分で研磨をして、万が一、バルブシートを傷つけてしまったら、すべてが台無しになってしまうからです。
また、ポート形状も、削りすぎたら元には戻らないので、ある程度、自分の納得できる形になるまで研磨してから、加工に出すことにします。
ポートは、色気を出して拡大加工等をせずに、段ツキ修正と、分岐部のエッジ加工、バルブシート周辺の角を丸くする程度にしています。
よくある「鏡面加工」(これも、ホントはバフ仕上げというのが正解らしいです)まではしていません。
手間がかかるだけで、実際に効果はないと思いますので、表面のざら付きを取る程度の研磨で終らせます。

左の燃焼室が、ペーパーを使って軽く汚れを落とし、表面を磨いた状態です。
これ位になるまで、全部の燃焼室の汚れを落としていきましょう。
ついでに、燃焼室の角やバリ、プラグホール近辺のバリも落とします。
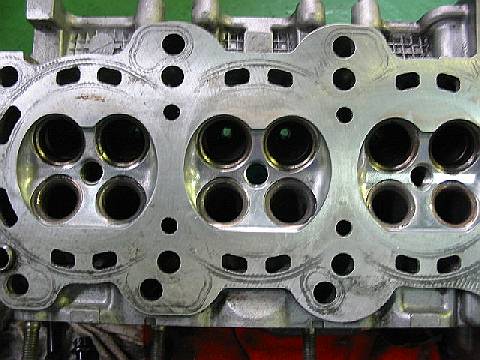
これが、研磨完了の状態です。
結構綺麗になったでしょ。
でも、まだ仕上げではありません。
この後、ヘッド面研磨をして、再度、バリ取りをして完成になります。
そこで、ヘッドの面研量をどれくらいにするか・・・
原始的な方法ですが、1mm升目の方眼紙を使って、燃焼室の形を取り、面積を測定します。
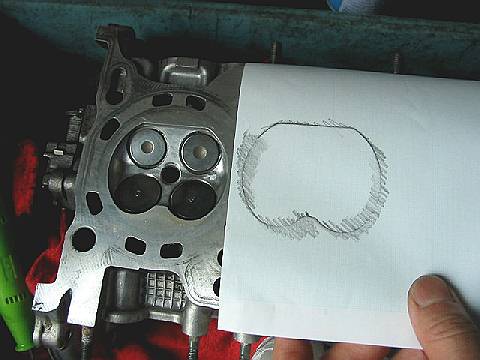
こんな感じです。
あとは、この升目を数えれば、「1mm研磨したときに、どれくらい燃焼室容積が減少するのか」が分かりますね。
まぁ、1mm位までなら、面積もそれほど大きく変化しないので、十分役に立つ測定方法じゃないかな?
この結果、今回のエンジンは0.5mmの面研することにしました。
これで、目標圧縮比は11.6くらいになります。