| J35 <研磨・切削> ドリル木工旋盤 (2015.10.12) | ||
電動ドリルを使った木工旋盤です。 例によってネットで先達のドリル木工旋盤を参考にしていろいろと検討してみました。 主に以下のサイトを参考にさせていただきました。 亀城工房さんにはバイトの使い方も教えてもらいました。 ありがとうございました。 亀城工房さん、 Jack Houwelingさん 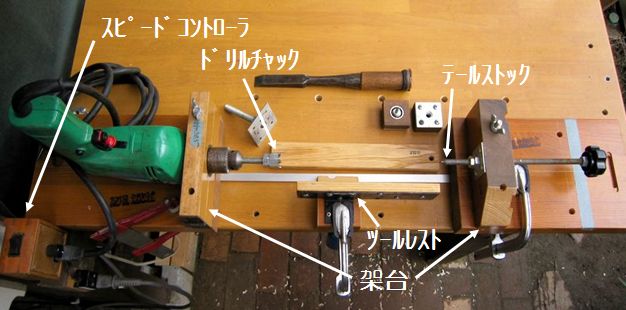 上に全体像の写真を載せましたが、以下、各パーツごとにその概要をまとめてみました。 <架台> 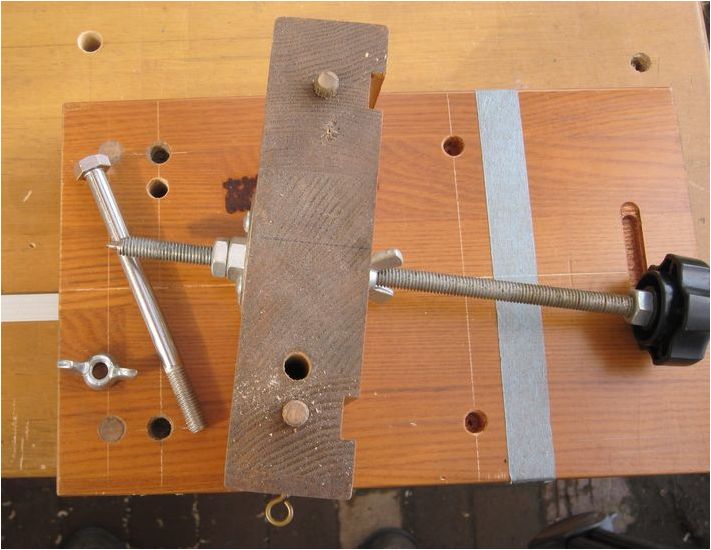 全体の構成はドリルファミリーのベース台とドリル補助台をそのまま流用していますので、中心線合わせは台の裏側に渡したアルミスライドレールでまかなっています。 テールストックサイドは補助台の上に専用架台を2本のダボと1組のボルト・蝶ナットで旋盤を使う毎に取付けます。 専用架台にはテールストック側に板付ナットが取り付けられています。 ツールレストを含め架台は全て作業台の上にクランプします。 <ドリルチャック> M10長ボルトをベースにして、以下の方式を検討しました ①先端を尖らした長ボルトに長ナットを写真のように加工して2重ナットで固定したもの。 ②板ナットに材をビス止めする方式で、板ナットは①と同様に固定します。   ①は金槌で材に打ち込むだけなので使い勝手は良好です。 径が大きな材ではトルクが大きいので②の方法で対応する予定です。(未実施) <テールストック> 専用架台にノブスター(フィットノブ)を取り付けたM8長ボルトを通して、位置を調整した後にボルトは蝶ナットでノブスター側から架台に止めます。 テールストックは以下の2種類の方式を試作しました。 ①先端を単に尖らせたもの。 ②ボルト付ベアリングを板付ナットがビス止めされた板に埋め込んだもので、それを①にねじ込みます。 ボルトの先端は尖らせています。   ①は加工が簡単ですが長時間の作業で材が摩擦で焦げてきました。 ②は偶然店頭で見つけてたのですが、テールストックには最適の部材です。 結果、ほとんど本方式を使っています。 ネットで”ネジ付ベアリング”でヒットします。 <ツールレスト> 使ってなかった何かのパーツのアングルを叩いて平板にし、それに脚を付けました。 鉄板のサイズは2T×40H×190L(mm)で、脚の底には滑り止めテープを貼り付けました。 これだけでは心もとないので、更に12mm厚の硬板をネジ止めしました。 硬板は長さが250mmのものも取り換えて使えるようにしました。  <バイト> 旋盤用のバイト(刃)は持っていないのですが、当面は丸棒を作るだけなので手持ちの24mmノミを使いました。 今後応用が広がったら専用バイトを考慮しようと思います。 実際に24mm角棒を丸棒に加工してみました。 ノミは写真の様な面、角度で最初に寝かせて材料に当て、慎重に角度を変えながら僅かに削れるところでそのまま平行移動します。 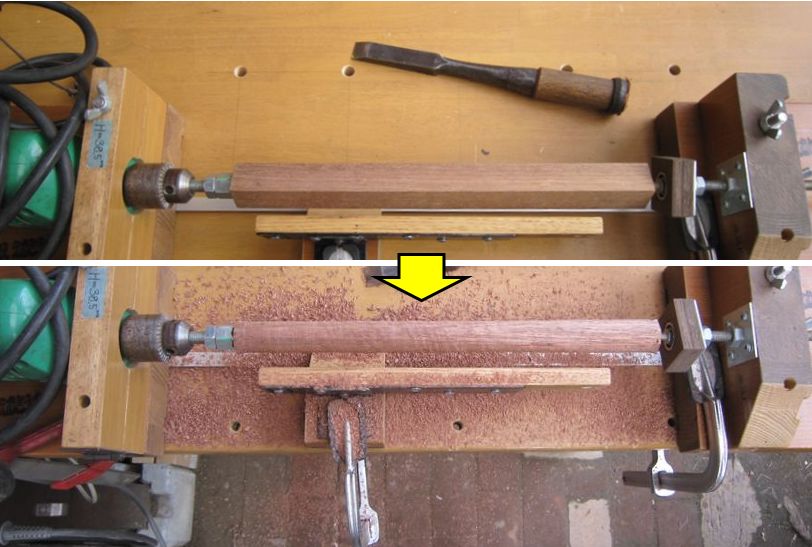   写真の上段が最初の加工で表面の凹凸や直径の不揃いが目につきます。(泣) 2回目(下段)でだいぶ改善されましたがまだまだです。 危険性としてテーブルソーと同じようにキックバック(木工旋盤ではこれをキャッチと呼称)があり、充分危険性を分かったうえで対応しないと大怪我の元です。 あくまでも個人の責任で安全第一で行ってください。 学研のDIY雑誌「ドゥーパ! No.118 (2017年6月発行)」に紹介記事が掲載されました。 こちらです。 |
||
| (2023.12.29 追記) 丸棒の端部を加工するための保持具を作成しました。 目的はアクセサリーの”山のどんぐり”と”森のキノコ”、及び時計のインデックスの加工です。 丸棒は、片持ちではもう一方の自由端が芯ブレを起こし加工不能なので、端部を加工するためには何らかの工夫が必要です。 目的にかなう適当なパーツが存在するのかわかりませんが、自作してみました。 同時に丸棒専用ドリルチャックも新たに作成しました。 丸棒保持具です。 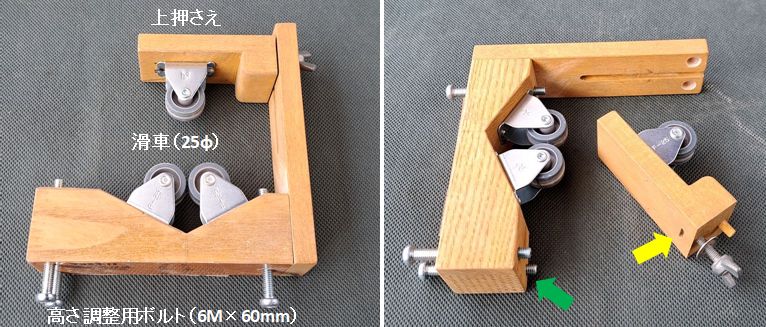 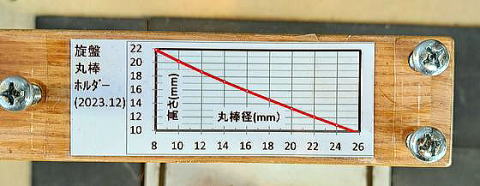 3個の滑車で丸棒を保持する方式です。 位置合わせは、奥行はドリル台と合致させ、一方高さは調整用脚を3本取付け、底面に丸棒径と足の長さのグラフ(計算値)を貼り付けました。 尚、脚ボルトと対のナット(写真の緑矢印)は自作タップで架台に直接ネジを切り、上押さえの蝶ボルトのナット(黄色矢印)は板ナットを埋め込んでいます。 丸棒専用ドリルチャックです。  電動ドリルの最大チャック径は10mmなので、直径12、15、20、22mm用を作りました。 6.35mmの約100mm長の両頭ドライバービットを中央で切断し、丸棒に開けた穴に打ち込み固定、適当なホースを被せてビスあるいはホースバンドで固定します。 接続ホースは塩ビ管よりフレキチューブが良好です。利点は芯ブレ吸収効果があり、且つ丸棒のサイズの大小に柔軟に対応可能で、チューブに差し込んだ丸棒はホースバンドで固定します。 実際の加工は、バイトで切削→サンドペーパーで仕上げです。 短いサイズの専用ツールレストも作成しました。  |
||
| ←前へ 目次 次へ→ |